














摩擦攪拌接合の技術内容
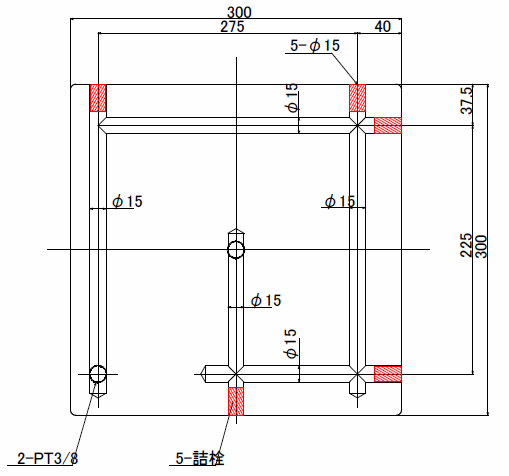
水冷プレートへの摩擦攪拌接合(FSW)適用事例


(1)加工工程の削減
(2)高品質プレートの製作
(3)コストダウン
・ガンドリル加工からフライス加工へ
・内部バリの抑制
・水路設計の自由度向上
水冷プレートをFSWで実現するための課題
- (1)重ね合わせ接合の実現
- コスト削減
- (2)適正接合条件の探索
- 製造ノウハウ
- (3)曲線形状の接合
- 加工技術
- (4)性能試験
- 信頼性評価
(1)重ね合せ接合の実現
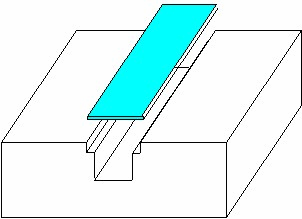
突き合わせ接合 |
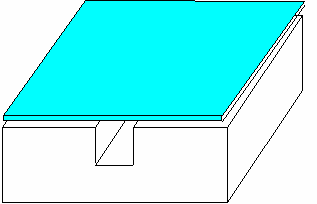
重ね合わせ接合 |
 |
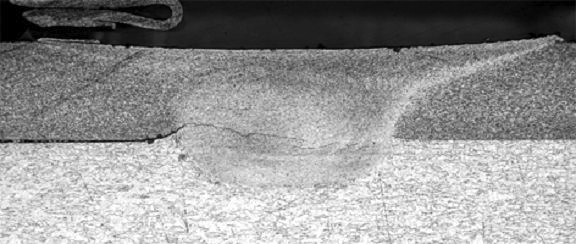
(2)接合条件の探索
材料A5052
ツールショルダ径φ12
プローブ径φ42.9mm
| 主軸回転数/送り速度 | |
|---|---|
 |
600rpm/200mm/min |
 |
1200rpm/100mm/min |
 |
1800rpm/400mm/min |
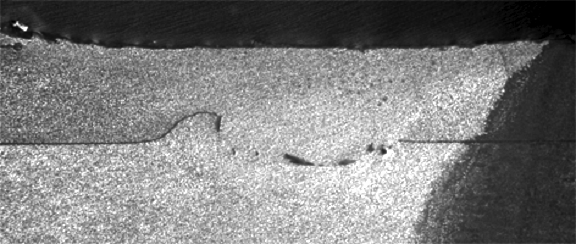
接合位置
| 水路壁面とプローブ外周との距離 | ||
|---|---|---|

1mm |
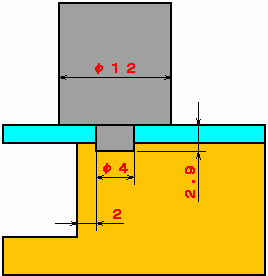
2mm |
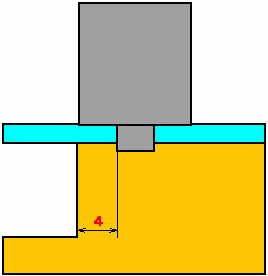
4mm |
(3)曲線部の接合
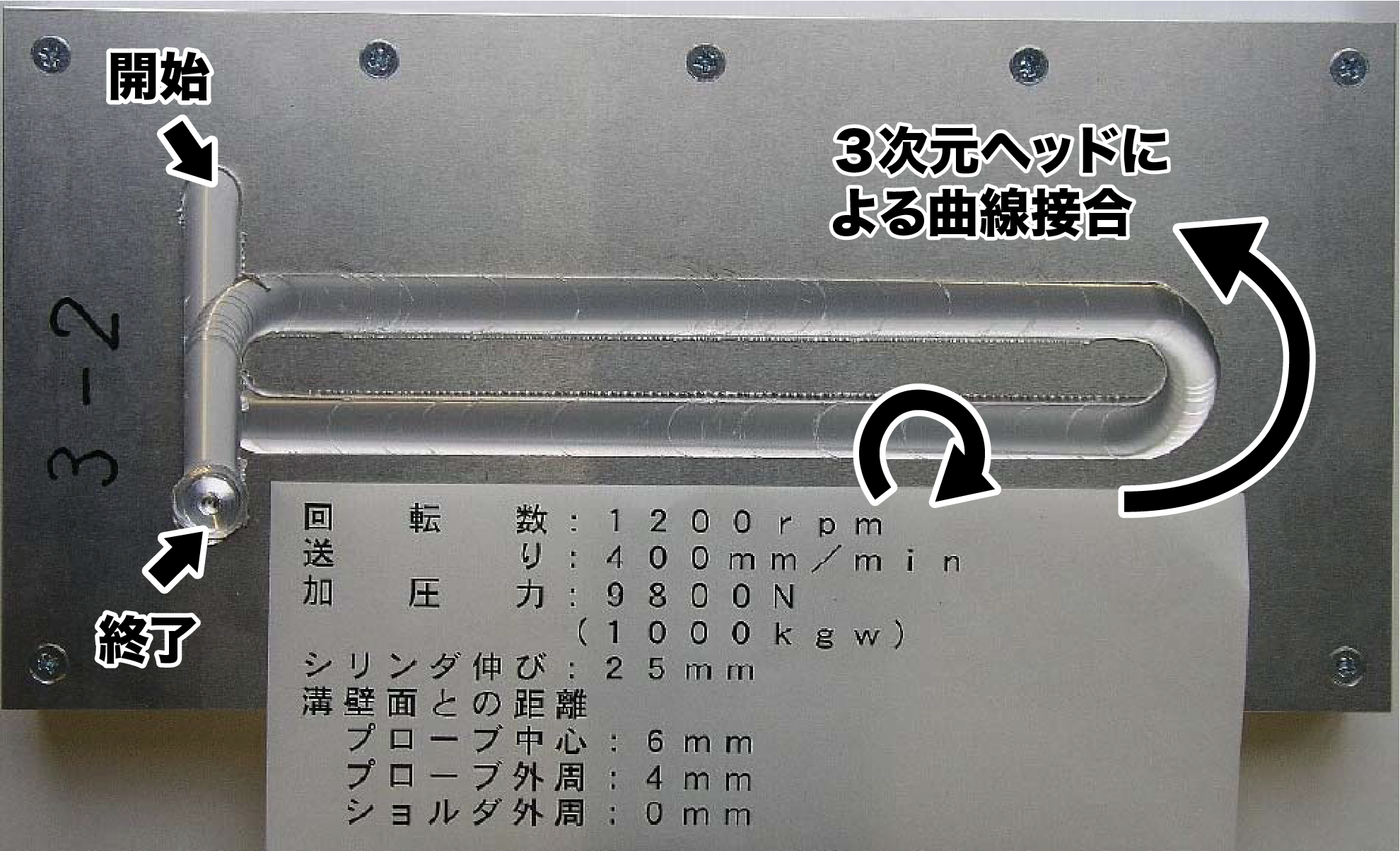
1200rpm/400mm/min
(4)性能試験(耐圧)
 |
壁面距離=1mm 25MPa 破壊せず |
  |
壁面距離=2mm 20MPa 破壊 |
 |
壁面距離=4mm 16MPa 破壊 |

・重ね合せ接合で水冷プレート製作の可能性を確認
・接合条件や接合位置の製造ノウハウを取得
・接合痕対策、固定方法に課題
・大型水冷プレートの製造
・複雑な流路形状の製作
・プレート以外の製品への応用など(2次元形状、3次元形状)
2022年10月より※8:00〜10:00はコアタイムの為
お電話でのご相談、お問い合わせはご遠慮頂いております。
お急ぎの場合はメール又は、FAXにてご連絡下さい。
誠に勝手を申しますが、ご協力お願い申し上げます。