














鏡面切削加工
Ra0.02〜0.04(Ry0.15〜0.30)レベルの鏡面切削加工
鏡面切削加工の特徴
お問合せを多く頂く“反射率”について
鏡面切削加工したアルミの表面の反射率は下記の通りです。
▷ 300ナノレベル → 90%弱
▷ 900ナノレベル → 90%弱
▷1500ナノレベル → 95%以上
Ra0.02〜0.04(Ry0.15〜0.30)レベルの鏡面切削加工
熱反射、光反射を必要とする精密部品、摺動面を必要とする精密部品など半導体業界、液晶業界で求められる面粗度の高い加工技術を切削加工(特殊刃物使用)のみで実現しています。
Ra0.02~0.04(Ry0.15〜0.30)レベルの面粗度でマシニングセンターで切削加工を行っています。なお、現在(2007年6月9日)では、幅300mmまで切削痕のつなぎ目の無い加工が可能です。
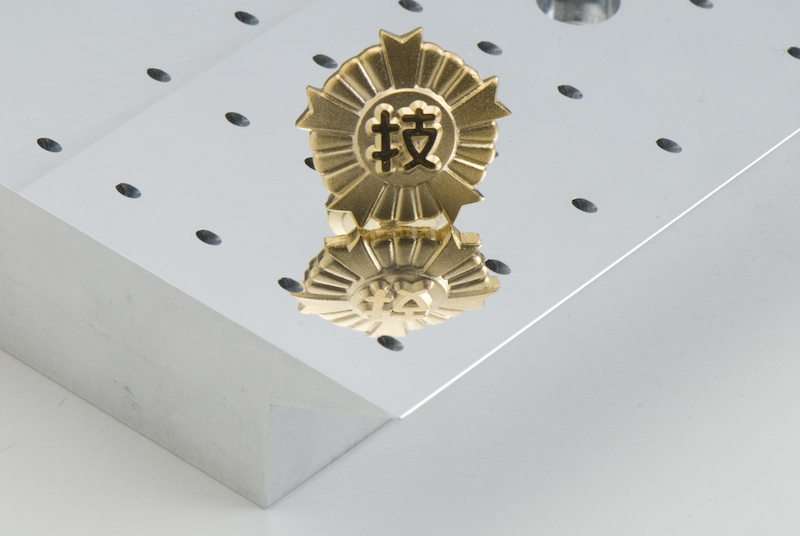
この加工技術は、第3回森精機主催切削加工ドリームコンテスト微細加工部門で技能賞を受賞しました。
(注意)切削での鏡面は、研磨とは性質が異なります。使用用途に応じてご検討ください
※画像をクリックすると拡大表示されます
-

1ミリのアルミ板を板厚0.1ミリまで鏡面切削加工し深さ30μの文字をエンドミル加工
-
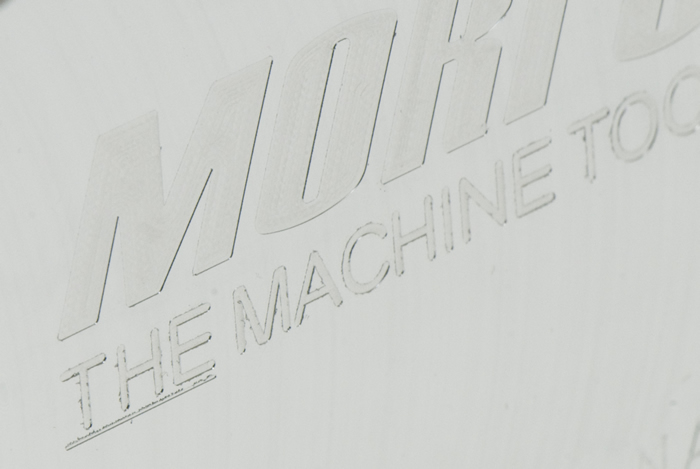
深さ30ミクロンの文字をエンドミル加工
-
鏡面切削加工技術の面粗さRa0.02~0.04
鏡面切削加工の応用・加工事例
被削材に関しては、金・銀・銅・白金・樹脂・真鍮など、非鉄金属を中心に数多くの実績がございます。
鏡面切削加工の研究者・技術者
鏡面切削加工の今後の課題と
さらなる技術開発
よくある質問
- Q.11個だけでも対応可能ですか?
- Aもちろんです!1個でもご丁寧に対応させて頂きます。
- Q.2材質は何でも大丈夫でしょうか?
- A基本的には大丈夫です!が、基本的には金・銀・銅・白金・樹脂・真鍮など、非鉄金属が中心です!他の材質の場合は、やった経験がない材質に関しては、刃物代+アルファの低コストで挑戦させていただきます!
- Q.3最大サイズのプレートはどのくらいでしょうか?
- A650×1700位までのプレートであれば対応可能です。ただし、刃物の径が150㎜ですから、それ以上の幅になると重なり合う部分に段差は殆どないのですが、筋が残ります。まずは、お気軽にご相談ください。
- Q.4面粗度は、どの程度ですか?
- ARa0.02~0.05の間です。
- Q.5研磨やラッピングとのコストの差はどのくらいですか?
- A恐らく、ラッピングの1/10程度、研磨の1/2程度のコストになります。
2022年10月より※8:00〜10:00はコアタイムの為
お電話でのご相談、お問い合わせはご遠慮頂いております。
お急ぎの場合はメール又は、FAXにてご連絡下さい。
誠に勝手を申しますが、ご協力お願い申し上げます。