














微細溝切削加工
幅100ミクロン深さ300ミクロンの微細溝
微細溝切削加工の特徴
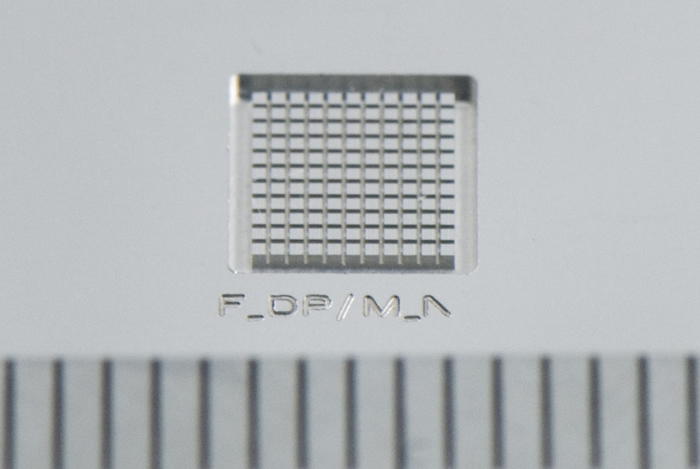
アルミA5052にø100µ(0.1㎜)、深さ300µ(0.3㎜)、ピッチ間300µ(0.3㎜)の微細溝加工を実現しました。
超微細バリ処理も開発し、深さ交差±20µを実現しています。
ツーリングや切削工具メーカーなどから不可能といわれていた加工も、独自のノウハウでクリアし、技術力の高さを証明しました。
材質A5052で幅10µ、高さ20µの壁を残す微細壁切削加工技術を確立しました。
※画像をクリックすると拡大表示されます
-
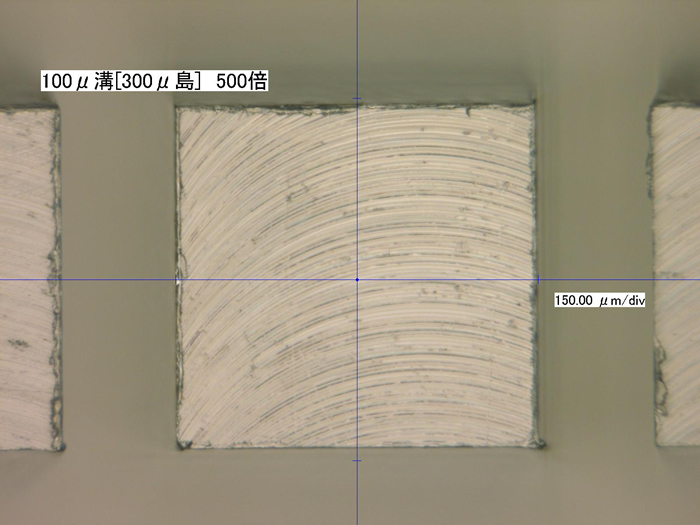
500倍に拡大の300μ角の写真
-
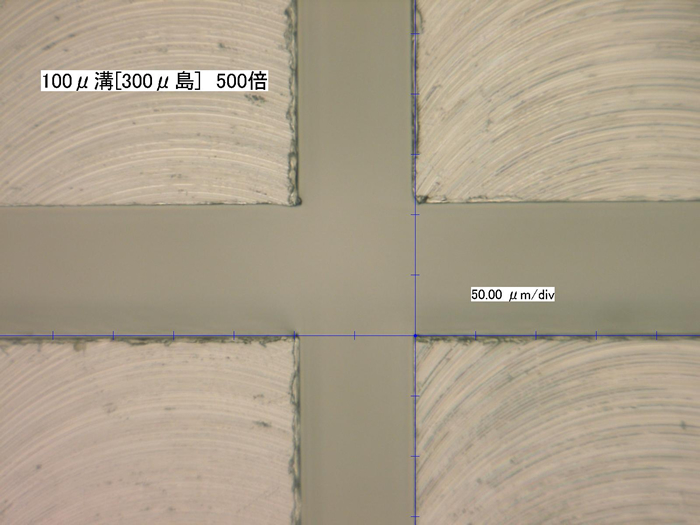
500倍に拡大の幅100μ深さ300μの微細溝
新微細溝加工技術のご紹介!!!溝の細さと深さを格段にレベルアップさせました!
-

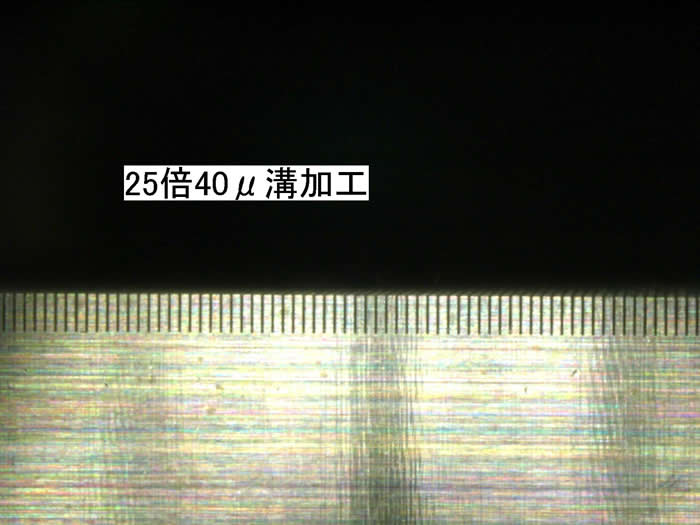
25倍にて40μ溝加工
-
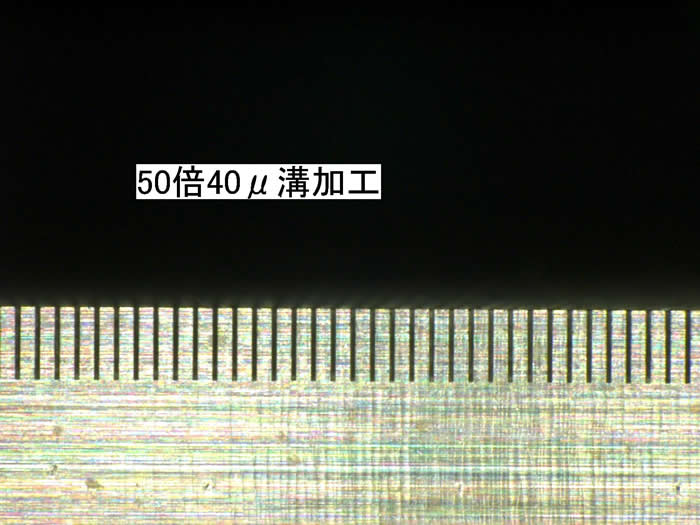
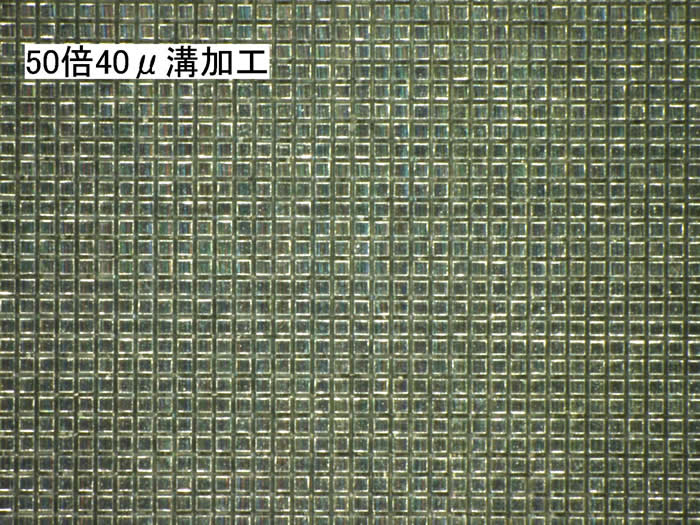
50倍にて40μ溝加工
-
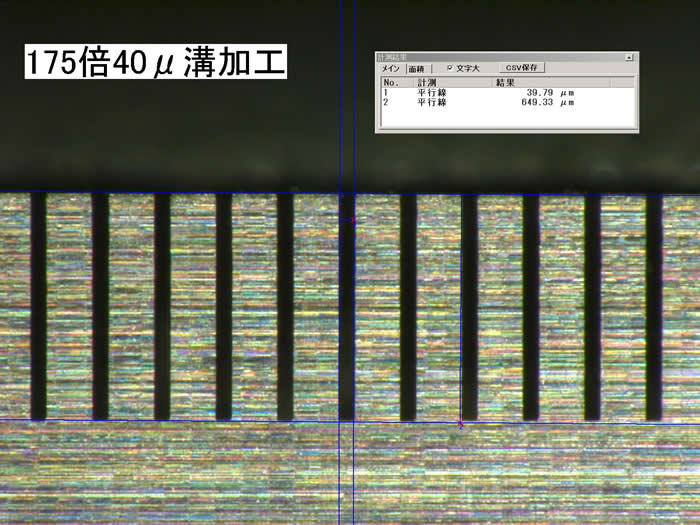
175倍にて40μ溝加工
-
25倍にて40μ溝平面
-
50倍にて40μ溝平面
-
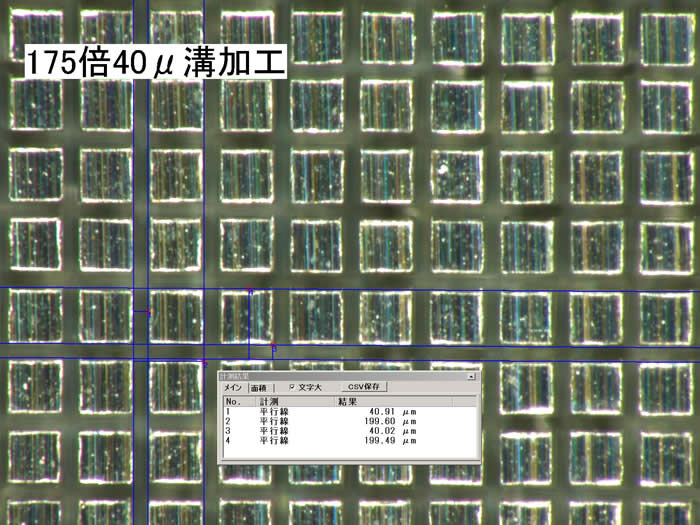
175倍にて40μ溝平面
微細溝切削加工の応用・加工事例
上の3枚の写真は、幅0.1㎜、深さ0.3㎜のサンプル写真です。開発時(約10年前)はこの微細溝の加工でバリを最小限に抑え、溝が蛇行していないことがとても高い技術力とご評価頂いておりました。
現在(A:2013/10/22)では、幅0.04㎜、深さ0.64㎜の高アスペクト比(A:直径に対する深さの倍率:一般的には10倍で高アスペクト比と言われています。)の微細溝加工が可能です。こちらの写真を是非、ご覧ください。溝1本1本の蛇行がなく、高品質な仕上がりを実現できています。微細バリの発生も最小限に抑えています。
現在(A:2013/10/22)では、幅0.04㎜、深さ0.64㎜の高アスペクト比(A:直径に対する深さの倍率:一般的には10倍で高アスペクト比と言われています。)の微細溝加工が可能です。こちらの写真を是非、ご覧ください。溝1本1本の蛇行がなく、高品質な仕上がりを実現できています。微細バリの発生も最小限に抑えています。
微細溝切削加工の研究者・技術者
超ベテランの技術者と思いきや、社長を始め、つい最近まで30代のバリバリの技術者たちが、ご対応いたします。(開発時は20代後半から30代前半だったチームメンバーが、はや40代になってしまって・・・・時の流れは速いものですね・・・・。)
弊社の超微細溝加工は、微細なエンドミル加工によるものが多く、機械や刃物は当然最先端のものを使用しますが、人の技術力は情熱と根性に寄与する部分が非常に大きかったです。その分、手間と愛情がこもった製品を是非、ご堪能ください。
弊社の超微細溝加工は、微細なエンドミル加工によるものが多く、機械や刃物は当然最先端のものを使用しますが、人の技術力は情熱と根性に寄与する部分が非常に大きかったです。その分、手間と愛情がこもった製品を是非、ご堪能ください。
微細溝切削加工の今後の課題と
さらなる技術開発
超小型エンジンの放熱フィンやモーター部品などに使用されるケースが多く、直線的な溝だけではなく、曲線上の溝を削っていく技術が今後の課題です。また、深さを追求するだけではなく、溝幅の細さを追求し、0.01㎜で安定した溝加工ができる技術開発にも挑戦していきます。印刷用微細金型などにもご使用頂けます。
よくある質問
- Q.1溝幅の最小値はいくつくらいですか?
- A0.02㎜が最少幅です。幅40μですと深さ640μ(アスペクト比16倍)まで可能です。
- Q.21個からでも対応可能ですか?
- Aもちろんです!!!
- Q.3納期はどのくらいでしょうか?
- A0.05㎜以上の溝幅であれば加工内容にもよりますが、通常2週間程度です。また、0.05㎜より細い溝加工の場合は、刃物を特注しますので、約1か月程度かかります。
2022年10月より※8:00〜10:00はコアタイムの為
お電話でのご相談、お問い合わせはご遠慮頂いております。
お急ぎの場合はメール又は、FAXにてご連絡下さい。
誠に勝手を申しますが、ご協力お願い申し上げます。